



























پاشش حرارتی
پاشش حرارتی پر سرعت سوخت-اکسیژن (HVOF)

پاشش حرارتی پلاسمایی (ASP)
پاشش حرارتی شعله ای سیمی (متال اسپری)

پاشش حرارتی شعله ای پودری

پاشش حرارتی قوسی


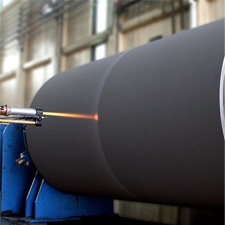
در این روش، از قوس الکتریکی برای ذوب ماده و بدنبال آن از فشار گاز خنثی برای پرتاب ماده پوششی استفاده می شود. طبیعت این فرایند طوری است که از ماده پوششی تنها به صورت سیم می توان استفاده نمود. سیستم تغذیه در این روش، سیم است تا بدین ترتیب قوس الکتریکی برقرار شود.
سیم به صورت دوتایی به نوک تفنگ وارد می شود. یکی از سیم ها نقش آند و دیگری نقش کاتد را خواهد داشت. سیم های مصرفی برای پوشش دهی (یا همان الکترودهای مصرف شونده)، از دوک هایی مجزا و مستقل تغذیه می شوند. پس از آنکه در نوک الکترودها (مشعل) قوس برقرار شد، حرارت ایجاد شده سبب ذوب سر سیم ها می گردد و از طرفی با جریان گاز فشرده شده در پشت الکترودها (که معمولاً آرگون است) ذرات مذاب به سمت سطح قطعه پرتاب می گردند جت گاز فشرده شده در پشت قوس باعث اتمیزه شدن سیم ذوب شده می شود. در روش پاشش قوسی، سرعت پرتاب ذرات ذوب شده (اتمیزه شده) به سطح کار به سرعتی بالاتر از m/sec 150 می رسد.
برای اعمال پوشش به روش پاشش قوسی می توان از سیمهای فلزی با جنس های متفاوت نیز استفاده کرد. به همین دلیل این نوع پوششها را می توان به نوعی یک پوشش شبه آلیاژی نامید.
در این روش، از هر نوع ماده ای که اولاً خاصیت هدایت الکتریکی و ثانیاً قابلیت تولید به صورت سیم و الکترود را داشته باشد، می توان برای پوشش استفاده نمود. از روش پاشش قوسی معمولاً برای ایجاد پوشش های روی، آلومینیم و با دیگر فلزات و آلیاژها استفاده می شود.
در روش پاشش قوسی همچنین می توان از سیم های مغزدار نیز استفاده کرد. به عنوان مثال، می توان به سیم های مغزدارW2C-WC با روکش کبالت اشاره نمود که برای پوشش دهی WC-Co بر روی سطح قطعه استفاده می شود. با اینحال این روش برای پوشش دهی WC-Co ر روی قطعات حساس صنعتی متداول نیست. در استفاده از سیم های مغزدار باید به این نکته توجه شود که ترکیب روکش سیم باید حداقل 50 درصد ترکیب تشکیل دهنده کل را شامل شود.

مزایا
موارد کاربرد:
از کاربردهای متداول روش پاشش قوسی می توان به پوشش های Al-Si اشاره نمود. این نوع پوشش برای تعمیر و بازسازی بعضی از قطعات ماشین های صنعتی استفاده می شود همچنین این روش، برای اعمال پوشش های مولیبدن بر روی سطوح قطعات فلزی کاربرد دارد. این پوشش ها مقاومت به سایش و اصطکاک فلز را در دماهای نسبتاً بالای 1400°C حفظ می نمایند. از موارد دیگر کاربرد این روش، ایجاد پوشش ترکیبات برنزی بر روی سطوح یاتاقان ها، پوشش های آلیاژی Sn-Zn مورد استفاده در خازن های الکتریکی و یا اعمال پوشش های میانی یا واسطه Ni-Cr و یا Ni-Al که به منظور بهبود خواص پوشش های سرامیکی بر روی سطوح فلزات بکار می روند را می توان نام برد. امروزه از پوشش های پاشش قوسی آلومینیم قلع، روی و مواد دیگر برای کاربردهایی که در آن نیاز به هدایت الکتریکی بالا است استفاده می شود. پوشش های آلومینیم که به روش پاشش قوسی بر روی سطح نیمه هادیهای اکسید فلزی اعمال می شود می تواند خواص و کارایی مطلوبتری به آن ببخشد همچنین پوشش قلع نیز به این روش بر روی سطوح غیر فلز اعمال شده تا بدین ترتیب خواص لحیم پذیری سطحی افزایش یابد در همین زمینه در مواردی به کاربرد پوشش های پاشش قوسی در فرایند ساخت خازن های الکتریکی ظرفیت بالا نیز اشاره شده است.