



























پاشش حرارتی
پاشش حرارتی پر سرعت سوخت-اکسیژن (HVOF)

پاشش حرارتی پلاسمایی (ASP)
پاشش حرارتی شعله ای سیمی (متال اسپری)

پاشش حرارتی شعله ای پودری

پاشش حرارتی قوسی


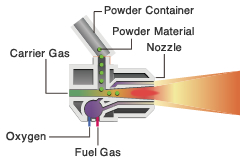
در این فرایند احتراق گاز با اکسیژن، حرارت و انرژی لازم را برای ذوب و پرتاب ذرات مذاب بر روی سطح قطعه، تامین می کند. در این روش، ماده پوششی به صورت پودر وارد تفنگ اسپری می شود. استفاده از ماده پوششی به صورت پودر، این مزیت را دارد که در مقایسه با روشی که از سیم استفاده می شود، نیاز به فشارهای بسیار بالای گاز و اکسیژن تا حدودی حل خواهد شد. در این روش، از یک گاز (مثلاً هوا و یا گاز خنثی) برای حمل پودر از مخزن تا تفنگ اسپری، استفاده می شود. ذرات پودر، پس از رسیدن به شعله، ذوب شده و در همان زمان، به طرف سطح قطعه شتاب داده می شوند.

مزایا
کاربردهای اصلی پاشش شعله ای پودری:
روش پاشش شعله ای (احتراقی) پودری، معمولاً بطور وسیعی در پوشش سطوح قطعاتی که تحت شرایط سایشی کار می کنند، مورد استفاده قرار می گیرد. مهمترین کاربرد این روش اعمال پوشش های سایش پذیر از جنس نیکل-گرافیت می باشد. با این روش، می توان پوشش های نظیر پوشش های کاربیدی بر پایه نیکل و یا کبالت را نیز بر روی سطح قطعه مورد نظر اعمال نمود. استفاده از این روش در بعضی از موارد، به عملیات بعدی گداختن پوشش نیاز دارد تا با این عمل، اولاً تراکم پوشش در سطح افزایش یابد و ثانیاً در صورت امکان، با برقراری نسبی پیوند متالوژیکی بین پوشش و زیر لایه، چسبندگی این پوششها بهبود یابد. علاوه بر پوشش های فوق، پودرهایی از جنس فولاد، آلیاژهای مس و نیکل نیز با این فرایند بر روی سطح قطعات، پوشش داده می شوند.